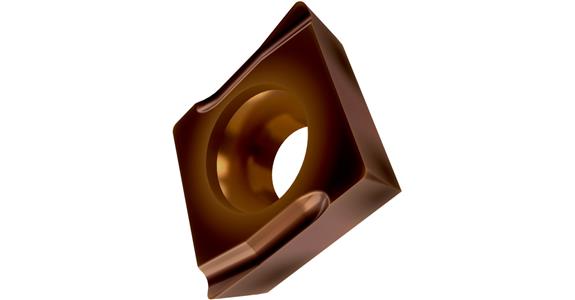
Anwendung- Für Feinschlicht- bis mittlere Bearbeitung- Für Stahl, Edelstahl und Gusseisen- Unter Umständen für Nichteisenmetalle, Sonderlegierungen und gehärtetes Material- Für kontinuierliche SchnitteAusführung
Marke: DORMER PRAMET | DORMER PRAMETZu bearbeitender Werkstoff: Edelstahl | Edelstahl | Gehärteter Stahl | Gehärteter Stahl | Guss | Guss | Nichteisenmetall | Nichteisenmetall | Sonderlegierung | Sonderlegierung | Stahl | StahlISO-Code Drehen: CCGT 060202 | CCGT 060202Zustellungsart: Mittlere Bearbeitung | Mittlere Bearbeitung | Schlichten | SchlichtenOberfläche: Beschichtet | BeschichtetSchneidstoff: VHM | VHMInnenkreisdurchmesser: 2,8 mm | 2,8 mmSchneidkantenlänge: 6 mm | 6 mmDurchmesser Befestigungsbohrung: 2,8 mm | 2,8 mmEckenradius: 0,2 mm | 0,2 mmWendeschneidplattendicke: 2,38 mm | 2,38 mmHartmetallsorte: T8430 | T8430Spanbrecherbezeichnung: ER-SI | ER-SIBeschichtung: PVD | PVDWerkstoffgruppe: H (Nebenanwendung) | H (Nebenanwendung) | K (Nebenanwendung) | K (Nebenanwendung) | M (Hauptanwendung) | M (Hauptanwendung) | N (Nebenanwendung) | N (Nebenanwendung) | P (Hauptanwendung) | P (Hauptanwendung) | S (Nebenanwendung) | S (Nebenanwendung)Hartmetallsorte ISO: H15 | H15 | H20 | H20 | K25 | K25 | K40 | K40 | M20 | M20 | M35 | M35 | N15 | N15 | N25 | N25 | P20 | P20 | P40 | P40 | S15 | S15 | S25 | S25Bearbeitungsbedingung Wendeschneidplatte: Mittel | MittelVc in Stahl min./max.: 230-260 m/min | 230-260 m/minVc in Edelstahl min./max.: 125-140 m/min | 125-140 m/minVc in Guss min./max.: 185-215 m/min | 185-215 m/minVc in Sonderlegierungen min./max.: 45-55 m/min | 45-55 m/minap min./max.: 0.8-1.0 mm | 0.8-1.0 mmf min./max.: 0.1-0.24 mm/U | 0.1-0.24 mm/UAnzahl Stück pro Paket: 10 STK | 10 STK
EAN-Nr.: 3603603817913
Technische Infos
Schnittdaten
© 2025 techno-tool ag Version 2.7.14e, produced by ISI